





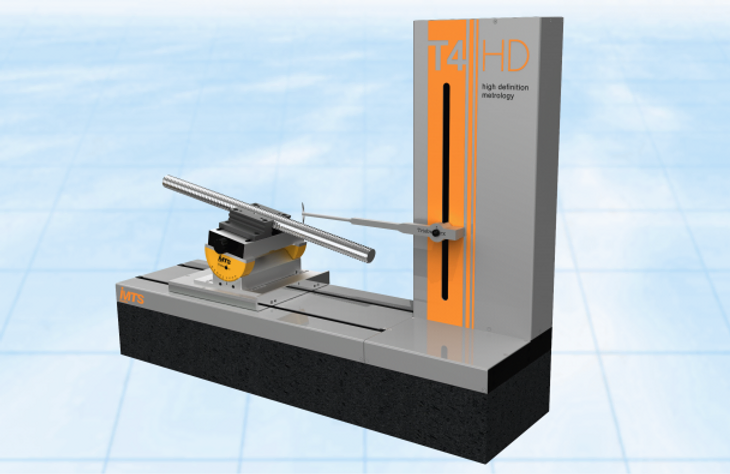
T4HD
Système de mesure de profil et de rugosité à 4 axes CNC

Optimisé pour la mesure en Production :
Le profilomètre T4HD est un instrument puissant permettant de mesurer
des profils sur une plage de mesure de 200×205 mm (X, Z) et 20 mm (Y).
La facilité et la puissance d’utilisation permettront aux utilisateurs en
atelier ou en laboratoire d’exploiter au mieux cet appareil.
Caractéristiques :
• Mesure haute précision de profil et rugosité sur
une plage de 200 x 205 mm (X, Z), 20 mm (Y).
• Optimisé pour la mesure en production.
• Auto-calibrage de série.
• Palpeur USB avec sécurité de changement de palpeur.
• Recherche automatiques de point zénithal sur les axes X et Y.
• Aperçu libre pour alésage et construction de mesure.
• Compensation d’erreur 3D pour mesure par double placage.
• Changement de pression de palpage stable et non asservi.
• Logiciel de traitement de données 3D pour profil et rugosité.
• Vitesse optimisée CNC pour répétabilité des mesures.
• Commandes USB des 4 Axes CNC pour flexibilité
maximale en utilisation sur PC.
• Palpeur HD à forme optimisé.
• Visualisation des pointes de palpeur.
• Affichage sur écran 24’’ Full HD.
• Port étendu de série avec un 4ème Axe optionnel.
• Haute résolution des mesures et extrême précision.
• Gestion complète des accès pour administrateur et personnel autorisé.
• Mesures normalisées de rugosité avec entraînement axe X et Z à faible niveau de bruit et résonance réduite :
DIN EN ISO 4287:2010-07
DIN EN ISO 4288:1998-04
DIN EN ISO 11562:1998-09
DIN EN ISO 13565-1:1998-04
DIN EN ISO 13565-2:1998-04
• En série 3 Axes CNC X, Y et Z.
• Jusqu’à 100 mesures multi-contours avec combinaison de 4 axes CNC.
• Le T4HD permet, en option, une mobilité accrue avec des batteries branchées sur un ordinateur portable.
• Logiciel de traitement de données flexible pour contrôle automatisé et reproductible en profilage et rugosité, même pour des profils de tournage.
Dimensions : 592 x 492 x 220 mm (B,H,T)
Poids : 45 kg
Charge admissible : 25 kg
ZOOM SUR LES FONCTIONS DU PROFILOMÈTRE
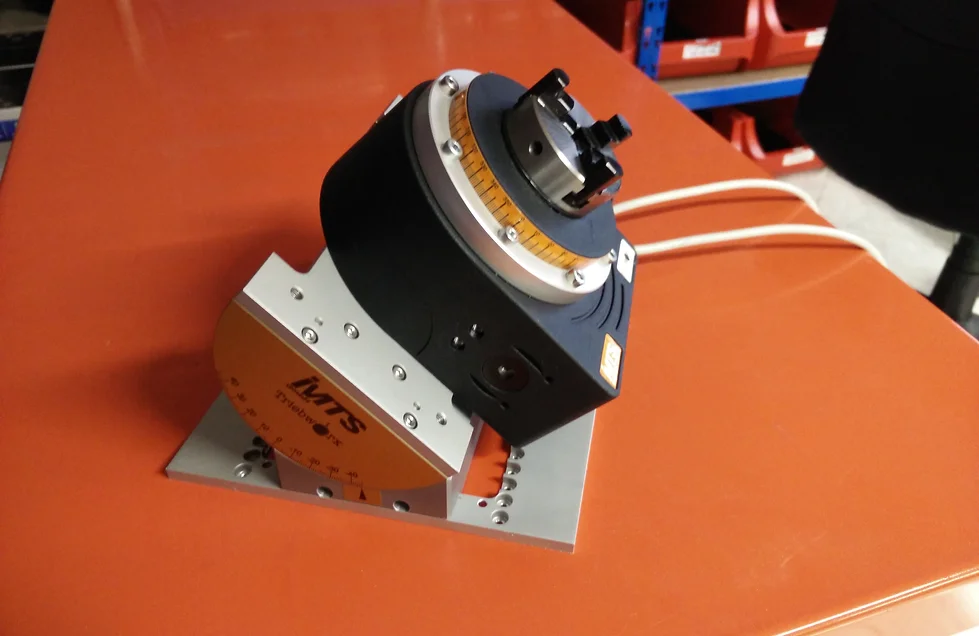
AUTOCALIBRATION

Problématique : pour garantir une mesure fiable, l’appareil doit être calibré régulièrement. Cela est souvent reporté, en particulier avec les appareils de mesure de contour et de rugosité qui doivent être étalonnés manuellement. Les raisons : on craint une perte de temps et des erreurs de l’opérateur pendant l’étalonnage.
Le T4HD avec sa calibration automatique évite ces problèmes. Cela confère une utilisation optimale de la machine.
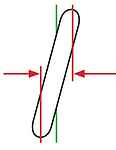
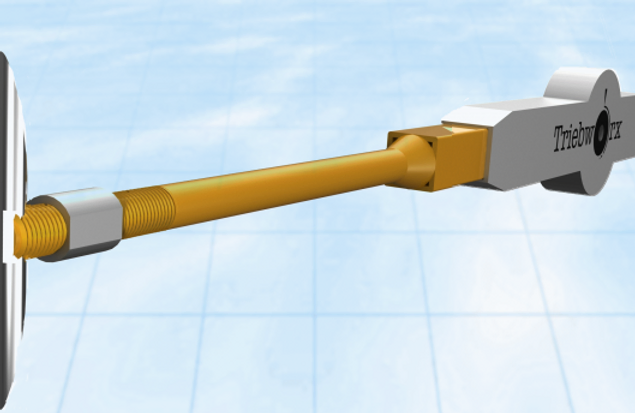
RECHERCHE AUTOMATIQUE DU POINT ZENITHAL

On constate qu’une recherche manuelle du point zénithal sur une sphère d’étalonnage ou une mire est difficilement reproductible. Cette recherche manuelle du point zénithal est toujours soumise aux appréciations de l’utilisateur.
Le T4HD avec recherche automatique du point zénithal vous évite les risques d’erreurs d’une mesure hors de la trajectoire idéale.
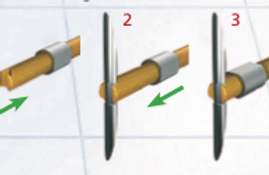
LOGICIEL INTÉGRANT UNE COMPENSATION 3D
Constat : les appareils de mesure de contour à 2 axes travaillant des deux côtés faussent fondamentalement la mesure en raison d’un désalignement 3D inévitable entre la pointe supérieure et la pointe inférieure du stylet. Les appareils de mesure de contour avec réglage manuel ne peuvent pas offrir de compensation d’erreur.
Le T4HD intègre une compensation d’erreur 3D qui permet d’avoir des mesures fiable et extrêmement précise même avec des mesures double palpages CNC.
MESURE DE RUGOSITÉ CONFORME
Problématique : les moteurs pas à pas peuvent provoquer diverses résonances et vibrations dans les appareils de mesure de contour en raison de la propulsion discontinue. Les mesures de rugosité en particulier peuvent perdre en qualité et peuvent être soumises à des forces de contact excessives afin de ne pas perdre le contact du palpeur avec la pièce à mesurer.
Le T4HD avec son entraînement X et Z silencieux et à faible résonance garantit une mesure de rugosité conforme aux normes.
PALPEUR AVEC RECONNAISSANCE USB
Pour faciliter leur utilisation, les programmes de mesure CNC sont essentiels en métrologie de production. Êtes-vous sûr que le bon stylet a été sélectionné avant de commencer la mesure ? Malgré une longue liste de stylets similaires ?
Le T4HD avec palpeur à reconnaissance USB évite les casses de palpeur et les erreurs de mesure dues à des palpeurs mal sélectionnés ou calibrés.
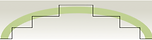
COLONNE À FAIBLE ENCOMBREMENT

Les appareils de mesure de contour et de rugosité avec une colonne en Z encombrante peuvent empêcher une vue claire des alésages et des pièces à tester lors de la réalisation des programmes de mesure. Les pièces de grandes longueurs, telles que des arbres ou des vis à billes doivent souvent être coupés à longueur pour la mesure afin d’éviter une collision avec la jauge.
Le T4HD avec un design fin de la colonne Z permet de mesurer sans soucis des pièces plus longues. Il fournit une vue claire des alésages et de la configuration de mesure.
VITESSE OPTIMISÉE

Les programmes de mesure CNC sont enregistrés sur le PC en apprentissage. La lecture de ces programmes peut faire perdre beaucoup de temps. Souvent, un grand nombre de modifications du programme doivent être effectuées pour obtenir un programme de mesure optimisé.
Prenez le T4HD en toute simplicité et gagnez immédiatement du temps grâce aux mesures répétitives CNC à vitesse optimisée.
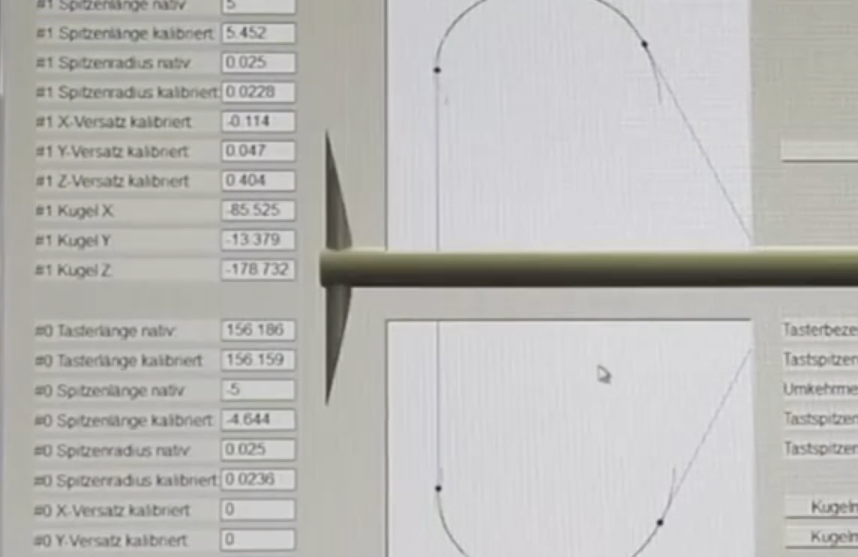
VISUALISATION DU PROFIL DES POINTES DE PALPAGES

Pour vérifier une pointe, il est souvent nécessaire de l’observer au microscope.
Après chaque autocalibration, le T4HD vous offre toujours une visualisation de vos pointes de touche. Vous pouvez ainsi inspecter le profil sans utiliser le microscope.
REMPLACEMENT DES POINTES
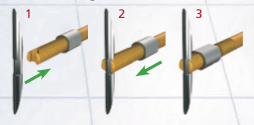
Problématique: les pointes de palpeurs endommagées peuvent entraîner des erreurs de mesure.
Si nécessaire, vous pouvez changer les pointes de palpeur du T4HD en un clic sans outils ni même de colle dangereuse.
AUTRES CONFIGURATIONS ET ACCESSOIRES



Vous souhaitez un renseignement ?
Pour nous contacter compléter le formulaire ci-dessous.
Tout savoir sur les profilomètres : l’art de mesurer les surfaces avec précision
Dans le monde de la métrologie, où la précision est reine, le profilomètre occupe une place de choix. Cet instrument de mesure, souvent discret mais ô combien essentiel, permet d’analyser la rugosité, la planéité et les défauts de surface d’un matériau. Mais qu’est-ce qu’un profilomètre exactement ? À quoi sert-il et comment fonctionne-t-il ? Plongeons dans l’univers fascinant de cet outil de haute précision.
Qu’est-ce qu’un profilomètre ?
Un profilomètre est un appareil destiné à mesurer les caractéristiques topographiques d’une surface. En d’autres termes, il sert à capter les moindres aspérités ou irrégularités d’un matériau pour en dresser un profil détaillé. Ces mesures sont indispensables dans de nombreux secteurs comme l’automobile, l’aéronautique, la microélectronique ou encore l’industrie médicale.
Pourquoi mesurer la rugosité d’une surface ?
La rugosité d’une surface peut impacter fortement les performances d’un produit fini :
- Frottement et usure : une surface trop rugueuse peut générer davantage de frottement.
- Étanchéité : un joint mal ajusté à cause d’une irrégularité peut provoquer des fuites.
- Adhérence : dans certains cas, une rugosité contrôlée est recherchée pour améliorer la fixation (ex. : implants médicaux).
- Esthétique et finition : pour des produits haut de gamme, la perfection visuelle est cruciale.
Les types de profilomètres
Il existe deux grandes familles de profilomètres :
1. Les profilomètres de contact
Ils utilisent une pointe en diamant (ou autre matériau dur) qui se déplace mécaniquement sur la surface à mesurer. Ce stylet suit les variations du relief et enregistre les écarts verticaux.
Avantages : très précis, adaptés aux mesures profondes.
Inconvénients : peuvent abîmer les surfaces sensibles, plus lents.
2. Les profilomètres sans contact
Basés sur des technologies optiques (interférométrie, triangulation laser, lumière blanche…), ils captent le relief sans toucher la surface.
Avantages : rapides, idéals pour les matériaux fragiles ou souples.
Inconvénients : parfois moins efficaces sur des surfaces très réfléchissantes ou absorbantes.
Les paramètres mesurés
Les profilomètres permettent d’obtenir plusieurs paramètres, les plus courants étant :
- Ra (Roughness Average) : la moyenne des écarts par rapport à la ligne médiane.
- Rz : la hauteur moyenne entre les cinq points les plus hauts et les plus bas.
- Rt : la hauteur totale du profil.
Ces données aident à qualifier une surface selon les normes en vigueur (comme la norme ISO 4287).
Applications industrielles
- Automobile : contrôle des pièces mécaniques, des pistons, des segments, etc.
- Aéronautique : vérification des composants critiques (ailes, turbines).
- Microélectronique : mesure des wafers, des circuits imprimés.
- Impression 3D : contrôle post-production pour vérifier la qualité de finition.
Vers l’avenir : des profilomètres de plus en plus intelligents
Avec l’essor de l’Industrie 4.0, les profilomètres s’intègrent désormais dans des lignes de production automatisées, avec transmission de données en temps réel, intelligence artificielle pour l’analyse, et interfaces utilisateur toujours plus intuitives. L’objectif : gagner en productivité sans compromettre la qualité.
En résumé
Le profilomètre est un outil discret mais indispensable dans toute démarche de qualité industrielle. Que ce soit par contact ou sans contact, il nous permet d’entrer dans l’intimité des surfaces, révélant l’invisible à l’œil nu pour garantir performance, sécurité et fiabilité.
L’histoire des profilomètres : des premiers tracés mécaniques à l’ère numérique
Dans le vaste domaine de la métrologie, le profilomètre fait figure d’expert discret. Si aujourd’hui il est capable de numériser une surface en quelques secondes avec une précision nanométrique, il n’en a pas toujours été ainsi. L’histoire des profilomètres est une belle démonstration de l’évolution technologique, mêlant mécanique de précision, optique avancée et intelligence numérique.
Aux origines : les premières mesures de surface
Avant même l’invention d’appareils dédiés, la rugosité était évaluée de manière empirique : au toucher, à l’œil, ou à l’aide de comparateurs de surface (des plaquettes de référence).
Mais les premiers besoins de quantification sont apparus au début du XXe siècle, notamment avec l’essor de l’usinage industriel. L’amélioration des moteurs, des turbines et des roulements nécessitait des surfaces contrôlées avec une rigueur croissante.
Les années 1930 : naissance du profilomètre mécanique
Le tout premier profilomètre mécanique commercial a vu le jour dans les années 1930. Il s’agissait d’un système simple : une pointe stylus (ou palpeur) était montée sur un bras mobile et suivait les reliefs d’une surface, reproduisant son profil sur un papier enregistreur.
Le mouvement vertical du palpeur, entraîné par la rugosité de la pièce, traçait directement une courbe. Ce graphique était ensuite analysé manuellement.
C’est à cette époque que sont apparus les premiers paramètres de rugosité comme le Ra, qui deviendront des références internationales.
Les années 1950-1980 : électronique et précision
Avec les progrès de l’électronique, les profilomètres deviennent plus précis, plus fiables et plus faciles à interpréter. Les données analogiques peuvent maintenant être converties en signaux électriques, puis analysées sur des écrans ou enregistrées.
C’est aussi l’époque où l’on commence à standardiser les mesures, notamment avec la publication des premières normes ISO relatives à la rugosité de surface.
Années 1990 : apparition des profilomètres sans contact
Les technologies optiques commencent à révolutionner la métrologie de surface. Grâce à l’interférométrie, au laser, ou encore à la lumière blanche confocale, il devient possible de mesurer sans toucher la surface, évitant ainsi toute altération.
Les profilomètres sans contact sont particulièrement appréciés dans les domaines sensibles comme les semi-conducteurs, les revêtements fins, ou la biomédecine.
Depuis 2010 : profilométrie 3D et intelligence numérique
L’ère moderne voit l’avènement de la mesure 3D. Finis le simple tracé d’un profil en deux dimensions : désormais, le profilomètre peut scanner une surface complète, en fournir une carte topographique détaillée, et même simuler ses propriétés mécaniques ou optiques.
Les derniers modèles embarquent :
- Des caméras hautes résolution
- Des algorithmes d’analyse automatique
- Des interfaces intuitives avec export de données en cloud
- Et même de l’intelligence artificielle pour détecter automatiquement des défauts ou anomalies
Et demain ?
Les prochaines générations de profilomètres pourraient intégrer encore plus de machine learning, de robotique, et s’intégrer parfaitement dans les chaînes de production automatisées. On parle même de profilométrie in situ ou embarquée, permettant un contrôle qualité en temps réel sans arrêt de ligne.